Stacbond Stacbond® A2 Composite Panel
STACBOND® A2 COMPOSITE PANEL
STACBOND® A2 COMPOSITE PANEL
Stacbond® A2 is a non-combustible composite panel composed of two aluminium sheets and a mineral core developed to meet the highest fire classification standards.

Thanks to its exceptional mechanical properties: high rigidity, excellent flatness, impact resistance, durability and ease of maintenance together with a reaction to fire classification A2-s1, d0 (according to UNE EN 13501-1:2007), make it the ideal cladding solution for high-rise and high-occupancy buildings.
It complies with the strictest fire classification requirements, among which the following stand out:
INFORMATION
BRAND
Stacbond
TYPE
Panel System
PANEL
Composite
APPLICATIONS
Construction
INTERNAL PAINTED FACE THICKNESS
0.50 mm
VISIBLE FACE ALUMINIUM ALLOY
5005/ UNE EN 573-3
HIDDEN FACE ALUMINIUM ALLOY
3005 / 3105 / UNE EN 573-3
DENSITY
2.20 ± 0.15 g/cm3
PANEL WEIGHT
9.30 ± 0.50 kg/m2
TOTAL THICKNESS
4 mm
FIRE REACTION
A2 - S1, d0 / UNE EN 13501-1:2007
EXTERNAL FACE THICKNESS
0.50 mm
TYPE
Panel System
SYSTEM CERTIFICATION STB-T-REM
| Country | Regulation | Classification | Classification |
|---|---|---|---|
| E.U. | EN 13501-1 | A2-s1, d0 | B-s1, d0 |
| Poland | PN-90/8-02867 | NRO | NRO |
| USA | ASTM E84 | CLASS A: SD: 10; FS: 0 | CLASS A: SD: 5; FS: 0 |
| USA | NFPA 285 | PASS | PASS |
| Canada | CAN/ULC-S102-18 | - | CLASS A: SD: 0; FS: 0 |
| Canada | CAN/ULC-S134 | - | PASS |
| Hungary | MSZ 14800-6 | PASS | - |
TRANSFORMATION

TRANSFORMATION
Stacbond® has set the goal of supporting the creativity of its customers through a wide variety of innovative finishes, and panel machining and transformation processes that increase the range of aesthetic possibilities. For this purpose Stacbond® has the most advanced equipment for forming and machining composite panels.
PUNCHING AND DIE-CUTING
Stacbond® composite panels can be punched or die-cut using CNC machines. The recommended parameters to maintain the panels’ properties and thus their guarantee are as follows:
- The smallest punch diameter should be 4 mm
- The distance between centres must be at least double the diameter
- The perforated surface area must be less than 35% of the total surface are of the panel
- Consult Stacbond® about possible formats.

EDGE FOLDING OF BORDERS
Stacbond® composite panels can be edge folded on their profile. We offer three types of border: simple (hides border), double interior (hides the border and part of the reverse) and double exterior (hides border and has a tab sticking out which hides the joint with other sheets of the panel). The dimensions of the panel must be oversized to account for the requirements of each type of border.

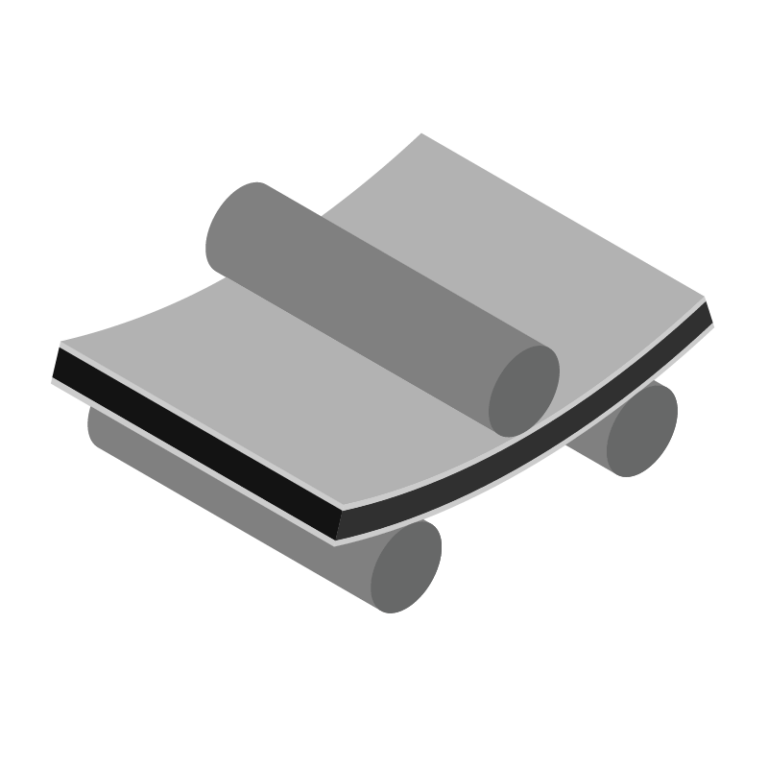
BENDING WITH ROLLERS
To make curved panels the best system is using a bending machine with 3/4 rollers. To avoid risk of damage, attention must be paid to the minimum radius of the curve of the internal side. In the case of Stacbond® composite panels with flaps, the minimum recommended radius is 500 mm for a maximum flap length of 20 mm.
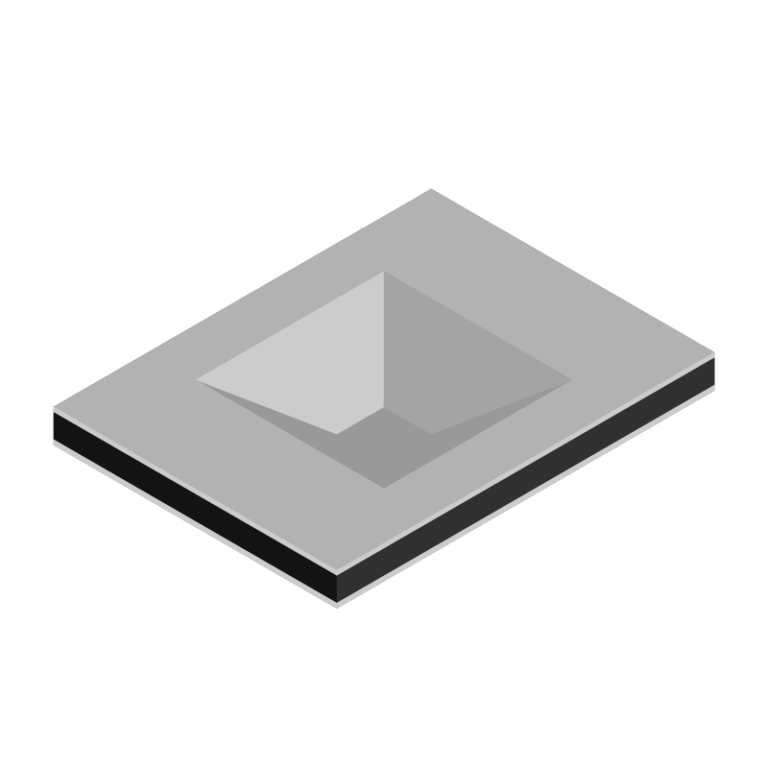
EMBOSSING AND ENGRAVING
Stacbond® composite panels can be embossed and engraved using CNC machines. There are limits on the depth achievable depending on the shape and size of the tool used.
3D FORMING
The cassettes in the Stacbond® systems are formed by bending the perimeter tabs. These tabs are made by partial milling of the panel with the correct dimensions for the system used. For fastening / anchoring the panels, various specific parts are used, such as strips made of aluminium or from the same material as the panel itself, which are attached using rivets. During the forming process we recommend that the panel be duly protected to avoid superficial damage. This process also can be used to form surfaces with three-dimensional relief.

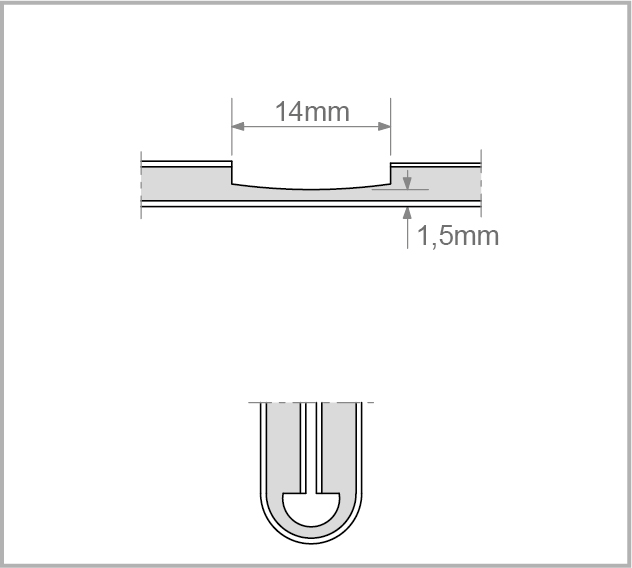
MILLING
Performed using CNC, wall saw with milling disk or portable milling machine. The partial milling of the panels allows them to be bent into shape. The scoring is done using 90º or 135º milling bits depending on the bend required. To achieve the desired measurements, the fold must be made on the axis of the milling score line. The remaining thickness of the panel allows it to be bent into shape by hand using specific tools or using a composite panel specific press brake.

RIVETING AND SCREWING
Stacbond® composite panels can be installed using rivets or screws, either to each other or to other materials. The thermal expansion of the panels must be taken into account. We recommend the use of aluminium / INOX rivets and INOX A2 screws. We recommend the use of centring bits for correct drilling and fitting of rivets, as well as spacing nosepieces to limit the pressure exerted on the expansion points.

CUTTING
Stacbond® composite panel can be cut using CNC machinery or manually using a wall saw or portable milling machine. Straight, curved and angled cuts are possible, depending on the tools used. Consult Stacbond® for the recommended parameters for the different types of cutting and the machinery used.

DRILLING
The composite panel supports multiple types of perforations. Drilling can be frequent during installation of the product on site, especially in riveted and screwed assembly systems. For this purpose, the use of a bidiametric drill bit is recommended for fasteners with an expansion margin.
Consult STACBOND® for further information.

GLUEING
The panels can be glued using special adhesives and double-sided adhesive tape specified for composite panels, following the manufacturer’s technical specifications.

SHAPING YOUR IDEAS
Stacbond® composite panel can be perforated reaching high levels of personalization and creativity, allowing plays of light in the skin of the building. Thanks to the advanced technology available in the Stacbond® technical department, it is possible to generate different sizes, shapes and distances of the perforations, obtaining results of the highest quality.



PRECISE BENDINGS
The curved Stacbond® composite panel allows you to adapt completely to the surface of a project and to modify its shape in a fast and efficient way. Stacbond® has developed a system of concave and convex curved cassettes compatible with ventilated facade systems.

ENDLESS POSIIBILITIES
Thanks to the modern infrastructure used in the Stacbond® production complex, we develop numerous typologies and sizes of composite panel embossing, offering a great creative freedom of reliefs that give personality to the skin of your projects. Stacbond® works in close collaboration with architects and designers to materialize the most avant-garde proposals.

INSPIRING SHAPES
Stacbond® composite panel has the capacity to be formed by offering an unlimited range of volumetric shapes that complement any type of architectural façade, thus acquiring a distinctive character.